- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
додому
>
Продукти > Серія інтелектуальних пакувальних ліній > Автоматична машина для закриття коробок Pro
Продукти
- Серія роликових конвеєрів без живлення
- Гідравлічний підйомний стіл ножничного типу
- Серія інтелектуальної фабрики для виробництва меблів
- Серія інтелектуальних пакувальних ліній
- Серія моторних стрічкових конвеєрів
- Одна машина серії інтелектуальної фабрики для виробництва меблів
- Серія роликів
- Рішення для дверей
- Автоматична машина для очищення пластин





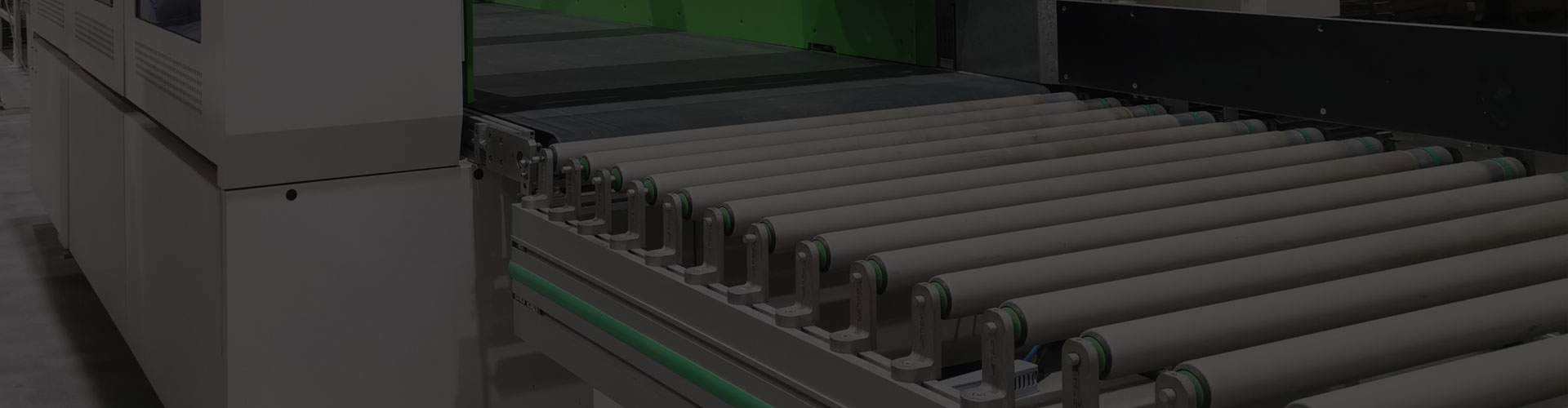
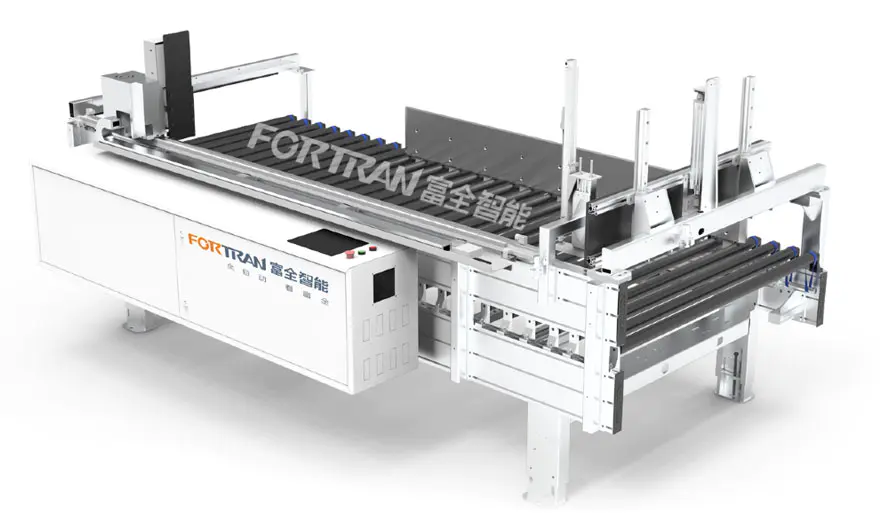
Автоматична машина для закриття коробок Pro
Ви можете бути впевнені, купуючи Pro Automatic Box Closing Machine на нашому заводі. Конвеєрні ролики використовують імпортні ПВХ гумові рукави, які є гнучкими та міцними;
Надіслати запит
Опис продукту
Зображення машини
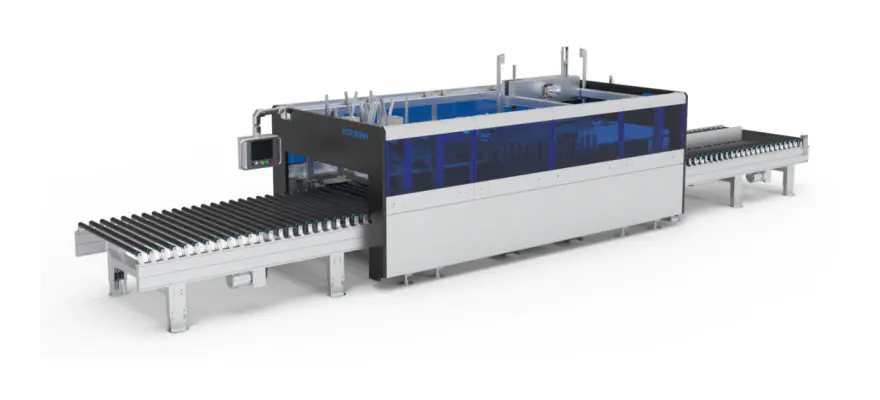
Технічні характеристики машини
| Розміри Д*Ш*В (мм) | Власна вага машини (кг) | Потужність(кВт) | Транспортування вантажу (кг) | Робоча висота (мм) |
| 10200*2200*2260 | Приблизно 3200 кг | 9 | 50 | 800±50 |
Параметри обробки
| Довжина обробки коробки (мм) | Ширина обробки коробки (мм) | Висота обробки коробки (мм) | Ефективність ущільнення (циклів/хв) | Товщина гофрованого паперу (мм) |
| 300-2900 | 200-1200 | (Товщина дерев'яної панелі 18) 20-280 | 4-8 | 2,5-6 |
Особливості продукту
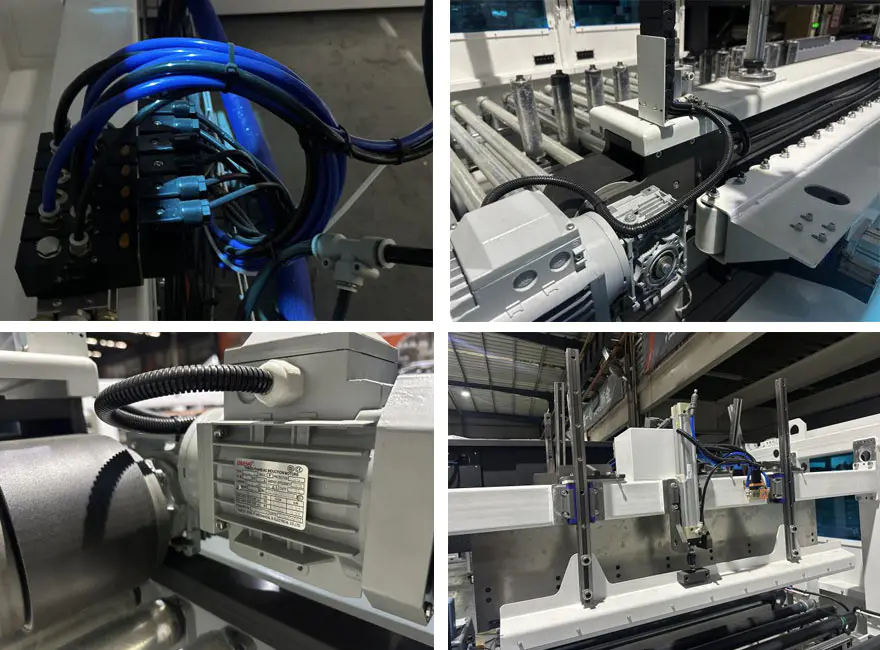
1.Основні компоненти: швидковисихаюча клейова машина Eva; сервомотор; планетарний редуктор; лазерний далекомір; синхронний ремінь; опорний підшипник; двигун змінної частоти; черв'ячний редуктор;
2. Конвеєрні ролики використовують імпортні гумові рукави з ПВХ, які є гнучкими та міцними;
3. Лінійний механізм ущільнювача корпусу керується точними лінійними напрямними, що забезпечує високу надійність і довговічність;
4. Потужність для затискачів і клейових пістолетів забезпечується високоточними серводвигунами, якими легко керувати та підвищити точність обладнання;
5. Машину можна використовувати як окрему одиницю або інтегрувати з індивідуальною лінією домашнього пакування, пропонуючи універсальні та гнучкі варіанти використання.
функція
1. Використання
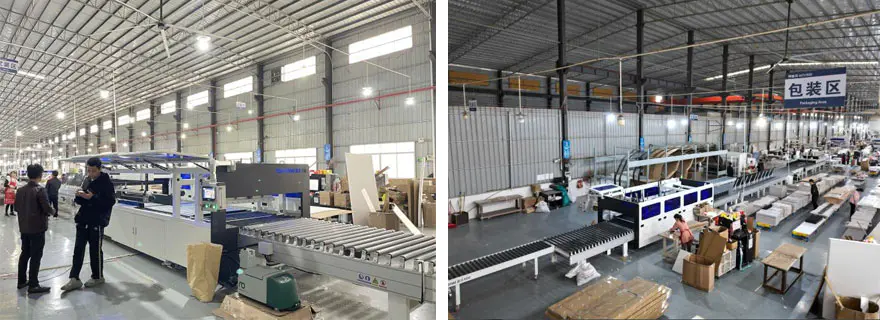
A. Ця автоматична машина для закриття коробок Pro використовується для запечатування високоякісних коробок для упаковки меблів.
B. Це обладнання використовується для запечатування коробок моделей M/A-0410 і M/A-0419.
C. Дно коробки спочатку приклеюється, потім предмети, які потрібно запакувати, і прокладки поміщаються всередину, після чого здійснюється машинне запечатування.
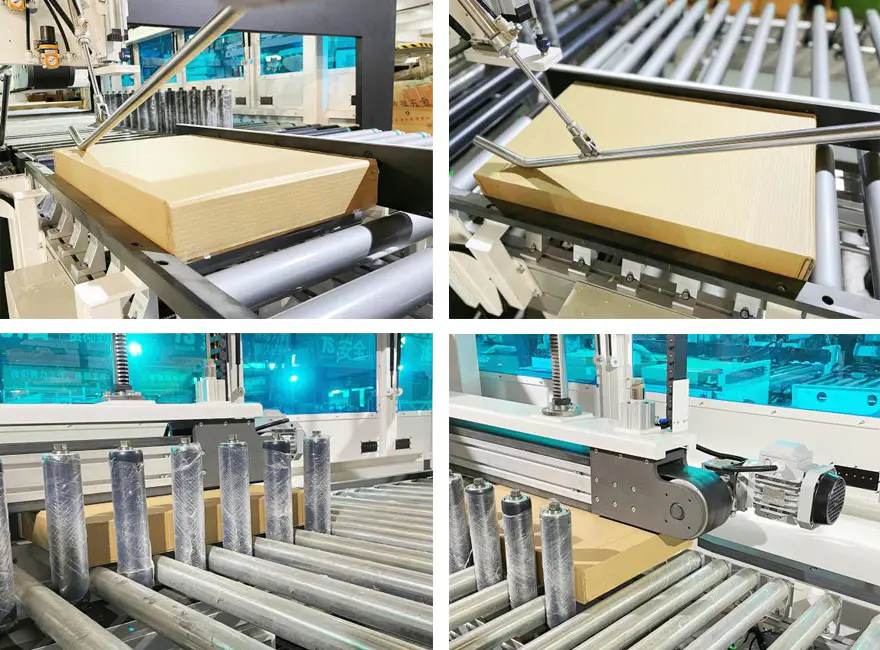
2. Загальний принцип роботи
Усе обладнання розділене на п’ять секцій: секція вимірювальної машини, секція машини подавального буфера, секція тунельного ущільнювача, секція перехідної машини та секція штовхаючого ущільнювача.
A. Під час роботи упаковані картонні коробки з елементами, заповненими всередині, входять із секції вимірювальної машини вздовж опорного краю. Датчик ширини на вході приблизно вимірює ширину коробки. Коли коробка досягає кінця секції вимірювальної машини, вона зупиняється перегородкою. Потім активний затискний пристрій точно вимірює ширину коробки, а пластинчастий пристрій високого тиску точно вимірює висоту коробки. Після цього коробка переміщується від секції вимірювальної машини через секцію буферної машини подачі до входу в секцію ущільнювача тунелю.
B. Коли коробка потрапляє в секцію ущільнювача тунелю, клейовий пістолет на вході наносить термоклей по всій довжині коробки. Потім він проходить через ущільнювальний канал, який складається з вузла складного стрижня, пресувального механізму, бічного стрічкового механізму та противажного стрічкового механізму, завершуючи ущільнення довгої сторони.
C. Коробка із запечатаною довгою стороною переміщується в секцію перехідної машини та зупиняється переднім перегородкою на вході в секцію штовхача-ущільнювача. Потім перша коротка сторона склеюється та запечатується за допомогою пристрою для розпилення, пристрою передньої пресуючої пластини та пристрою передньої ущільнювальної пластини. Після того, як перша коротка сторона запечатана, коробка потрапляє в секцію штовхача і рухається назад, де її зупиняє задній перегородковий пристрій. Потім друга коротка сторона склеюється та запечатується за допомогою пристрою для розпилення, пристрою задньої пресуючої пластини та пристрою задньої ущільнювальної пластини. На цьому весь процес запечатування коробки завершено, і вона викочується з секції штовхача.
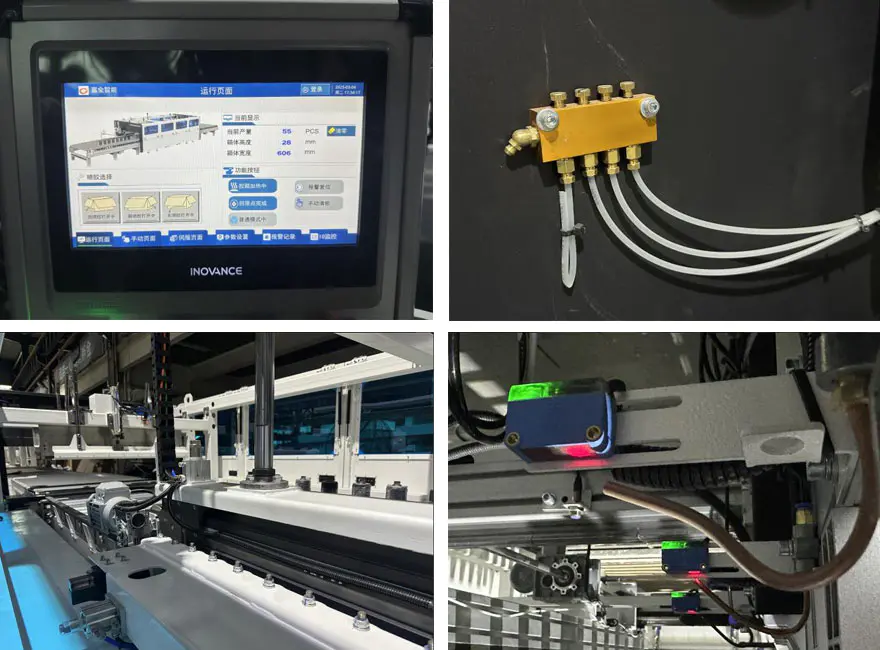
D. Цей метод запечатування коробки, який розпізнає ширину коробки, може ефективно запечатувати коробки різних розмірів під час процесу подачі без необхідності вводити розміри коробок.
E. Для пакетного запечатування коробок з однаковими розмірами обладнання може перемикатися в пакетний режим. Після вимірювання ширини першої коробки та застосування цього значення до всієї серії, секція тунельного ущільнювача регулює розмір каналу та підтримує його незмінним, тим самим підвищуючи ефективність ущільнення. Максимальна швидкість може досягати 8 пакетів за хвилину.
Функціональна структура
| немає | Пункт | Особливість |
| 1 | Годівниця передньої секції | Досягніть функції подачі пакетів, швидко, точно та ефективно доставляючи пакети до призначених місць. Основна балка виготовлена з вуглецевої сталі та покрита пластиком. Для забезпечення точного вирівнювання пакетів використовується фіксований механізм спрямування та вирівнювання, щоб направляти пакети в положення |
| 2 | Пристрій для вимірювання висоти | Алюмінієві пресувальні блоки використовуються для вимірювання висоти упаковок за допомогою електронних датчиків ваги та пневматичних циліндрів, а потім дані передаються назад |
| 3 | Обкладинка | Підвищуючи естетичну привабливість обладнання, а також забезпечуючи певний ступінь захисту, загальна конструкція в основному виготовлена з гнутих пластин з вуглецевої сталі, покритих пластиком. Його додатково вдосконалюють спеціалізовані алюмінієві профілі та акрилові панелі королівського синього кольору. |
| 4 | Стійка | Рама машини виготовляється шляхом зварювання прямокутних труб і сталевих пластин з подальшою точною механічною обробкою. Це забезпечує високу точність складання та експлуатаційну точність, гарантуючи тривалий термін служби та хорошу стабільність обладнання |
| 5 | Пристрій залози | Ефективно утримує верхню кришку коробки, готуючи до подальшого процесу запечатування. |
| 6 | Передня і Задні перегородки | Досягає позиціонування упаковки. Лінійні підшипники в поєднанні з хромованими валами забезпечують лінійне напрямлення. Багатоступеневі пневматичні циліндри управляються окремо і в поєднанні з системою склеювання забезпечують двоступеневе регулювання висоти. Це забезпечує як якість процесу склеювання, так і ефективно утримує упаковку в певному положенні для точного позиціонування. |
| 7 | Прилад для вимірювання ширини | Горизонтальна енергетична система використовує високоточні двигуни в поєднанні з редукторами для забезпечення стабільності системи трансмісії. Він головним чином відповідає за згортання верхніх клапанів коробки для завершення процесу запечатування. Механізм використовує лінійні напрямні для прямого лінійного руху, при цьому потужність забезпечується пневматичними циліндрами та кількома клапанами регулювання швидкості, які регулюють повітряний контур для досягнення швидкої та стабільної роботи. |
| 8 | Подвійний циліндр штовхає пластини механічні частини | Він головним чином відповідає за згортання верхніх клапанів коробки для завершення процесу запечатування. Механізм використовує лінійні напрямні для прямого лінійного руху, що приводиться в дію пневматичними циліндрами та регулюється кількома клапанами регулювання швидкості в повітряному контурі для досягнення швидкої та стабільної роботи. |
| 9 | Механізм залози | Головним чином він відповідає за кріплення верхньої кришки коробки, щоб запобігти переміщенню упаковки. У механізмі використовуються лінійні напрямні для прямого лінійного руху, а ексцентрична конструкція пневматичного циліндра забезпечує кращу стабілізацію упаковки. |
| 10 | Напилення клею з короткими краями система | Направляюча шина відповідає за лінійне спрямування всього механізму вперед і назад. Високоточний серводвигун забезпечує стабільне джерело живлення, а використання відомого вітчизняного бренду планетарного редуктора додатково забезпечує надійну тривалу вихідну потужність. Лінійна напрямна встановлена в перевернутому положенні, щоб запобігти розпиленню клею, забезпечуючи чисте та стабільне напрямок. |
| 11 | Машина заднього розряду | Для досягнення функції розвантаження пакету використовується двоступенева система живлення для швидкої, точної та ефективної доставки пакета. Основна балка виготовлена з вуглецевої сталі та покрита пластиком. |
| 12 | Система клейової машини | Машина Eva для швидкого висихання термоклею може забезпечити як безперервне, так і періодичне розпилення клею. Він повністю працездатний, простий в налаштуванні і зручний в експлуатації. |
| 13 | Притискний механізм | Серводвигун приводить в рух редуктор для обертання ліфта, досягаючи точного вертикального позиціонування. Пневматичні циліндри використовуються для зменшення ваги та ущільнення упаковки, забезпечуючи стабільне та плавне просування вперед. |
| 14 | Група бокового тиску | Пневматичні циліндри та лінійні напрямні рухаються всередину та назовні, щоб позиціонувати та притискати картон. Тефлоновий матеріал запобігає прилипанню клею, забезпечуючи краще стиснення картону. |
| 15 | Вузол бічної опори | Серводвигун приводить в рух редуктор для обертання шестерень, а лінійні напрямні забезпечують передачу, досягаючи точного бокового позиціонування. Секція бокового вирівнювання використовує тефлонові ролики для забезпечення постійної швидкості. |
| 16 | Ущільнювальна частина середньої секції | Роликова передача середньої секції використовує двоступеневу систему живлення, що покращує ефективність подачі пакетів і зменшує відстань місць очікування. |
Креслення з трьома видами
Принципова схема режиму виробничого процесу

Детальні зображення


Вимірювальна станція
Детальні зображення

Список запасних частин і витратних матеріалів
| немає | Пункт | Технічні характеристики | Рекомендована кількість | Номер U8 |
| 1 | Ролик PTEE | BZ-LFXJ-01-03-01-01 | 2 |
|
| 2 | Двостороння шпилька М16 | BZ-FXJ-G-015 | 2 |
|
| 3 | Тефлонове притискне колесо |
|
4 |
|
| 4 | Пресуючий пояс (тип подвійної направляючої) | 95-L3990 (Товщина3) | 1 |
|
| 5 | Ремінь бокового вирівнювання (тринапрямний) | 195-L3742 (Товщина3) | 1 |
|
| 6 | Смужка еластичний пояс | 392*20*1,5 | 15 |
|
| 7 | Редукційний клапан | GR20008F1 | 1 |
|
| 8 | Впускний дросельний клапан | PSL8-02A | 1 |
|
| 9 | Плаваючий суглоб | F-M16X125F | 4 |
|
| 10 | Циліндр | САІ 50Х350С | 1 |
|
| 11 | Циліндр | SAI50x300S | 1 |
|
| 12 | повзунок | HGW30CC | 1 |
|
| 13 | Кронштейн кріплення лінійного підшипника | LHBBW20 | 1 |
|
| 14 | Синхронний ремінь зі сталевим сердечником | S8M-3984-25(Відкритий) | 1 |
|
| 15 | повзунок | HGH25CA | 1 |
|
| 16 | Безшовний синхронний ремінь зі сталевим сердечником | 30-С8М-800 | 1 |
|
| 17 | Безшовний синхронний ремінь зі сталевим сердечником | 30-С8М-872 | 1 |
|
| 18 | Магнітний перемикач | HX-31R-2M | 2 |
|
| 19 | Електромагнітний клапан | 4V210-08B | 3 |
|
| 20 | Гумовий амортизатор | SE-15(Синій) | 3 |
|
| 21 | Вставне реле | RXM4LB2BD | 1 |
|
| 22 | Релейна база | RXZE1M4C | 1 |
|
| 23 | естафета | RXT-F01 | 3 |
|
| 24 | Безконтактний перемикач | IME08-02BPOZT0S | 1 |
|
| немає | Пункт | Технічні характеристики | Рекомендована кількість | Номер U8 |
| 1 | Сітка фільтра головного блоку | 133272 | 1 |
|
| 2 | Прокладка горла | 127028 | 6 |
|
| 3 | Фільтр-сітка для фарбопульта | 126150 | 3 |
|
| 4 | Модуль насадок AX | 167400 | 6 |
|
| 5 | Електромагнітний клапан 24В | 150236 | 6 |
|
| 6 | Прокладка форсунки | 100368 | 12 |
|
| 7 | Сталева прокладка трубопроводу | 107332 | 6 |
|
| 8 | Пряма кутова насадка 0,5 мм | 130897 | 4 |
|
| 9 | Голка | 500661 | 1 |
|
| 10 | Ремкомплект поршневої помпи | 112757 | 1 |
|
| 11 | Ремкомплект форсунок AX | 167414 | 6 |
|
| 12 | Комплект зворотного клапана | 163008 | 1 |
|
Гарячі теги: Автоматична машина для закриття коробок Pro
Пов'язана категорія
Серія роликових конвеєрів без живлення
Гідравлічний підйомний стіл ножничного типу
Серія інтелектуальної фабрики для виробництва меблів
Серія інтелектуальних пакувальних ліній
Серія моторних стрічкових конвеєрів
Одна машина серії інтелектуальної фабрики для виробництва меблів
Серія роликів
Рішення для дверей
Автоматична машина для очищення пластин
Надіслати запит
Будь ласка, надішліть свій запит у формі нижче. Ми відповімо вам протягом 24 годин.