- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Антигезійна машина для автоматичного завантаження та розвантаження для таріл
Коли меблеві заготочки завантажуються у цілі піддони, через проникність повітря матеріалу, ступінь пристосування між заготовками,
і адгезія клею по краях, маніпулятор може спричинити взаємну адгезію при захопленні заголовків:
Ціль-захопити один шар заготовки, але насправді це може захопити 3-4 шари.
Це спричинить низку негативних наслідків і значно знизить надійність роботи обладнання.
Обладнання має високі вимоги до завантаження табличок: чим довше розміщуються таблички, тим більш жорстке пристосування між пластинами,
І тим легше дотримуватися; Чистота плит та залишковий клей по краях можуть посилити взаємну адгезію між пластинами.
Оперативна надійність обладнання погана.
Проблеми, спричинені взаємною адгезією між планшетами, потребують відключення та ручного втручання, і ця ситуація виникає часто.
Існує високий ризик безпеки: часті порушення вимагають від персоналу входити та вийти з робочої зони маніпулятора, що становить великий ризик безпеки.
Цикл захоплення присоски не фіксується: висота таблиці для вивільнення тарілок фіксується, але при захопленні,
Пластини захоплюються шаром на шар з кожного піддону, а висота поступово зменшується, що постійно змінюється.
Тому необхідно дослідити та розробити новий тип пов'язаного обладнання для автоматизації годування, щоб точно подати таблички, щоб їх пробурили у відповідь на вищезазначені проблеми.
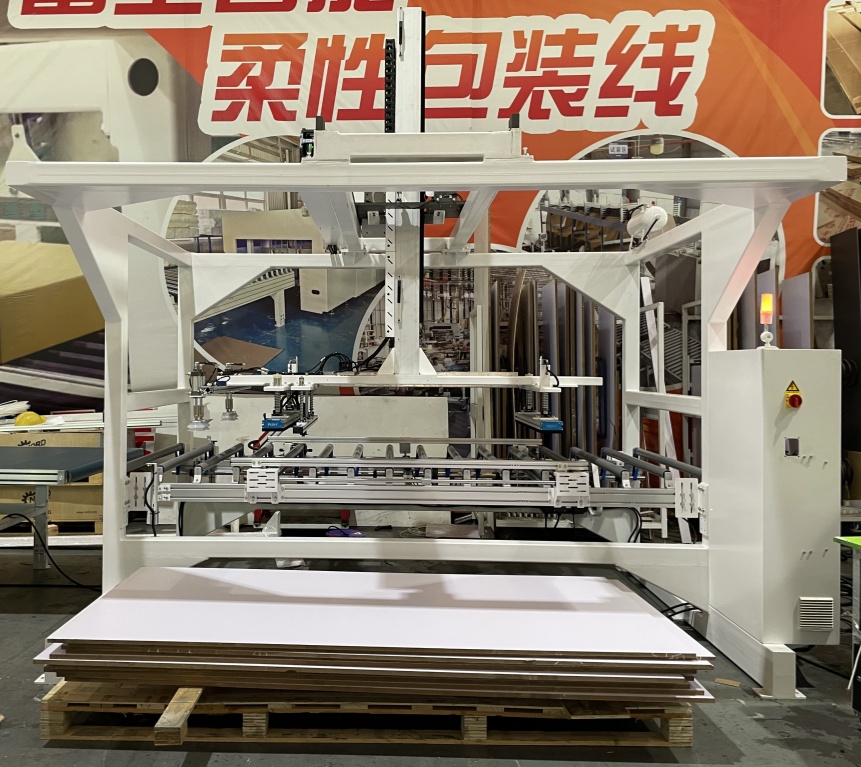

Робочий процес автоматичної машини для завантаження та вивантаження та розвантаження на виробничій лінії на основі деревини на виробничій лінії на основі деревини на виробничій лінії на основі деревини на виробничій лінії на основі деревини
1. Завантаження підготовки: Робітники розміщують цілі піддони, оброблених дерев’яними панелями на годувальній стійці обладнання. Підйомна платформа стійки автоматично налаштовується на початкову висоту захоплення.
2.Попозиція та захоплення: Маніпулятор козла приводить механізм захоплення, щоб рухатися безпосередньо над панелями. Промислова камера розміщує положення панелей;
Присоски спускаються, щоб контактувати з поверхнею панелі, а модуль проти адгезії активується одночасно.
3. АНТІ-АДЕГЕЗИВНІ ВИДАЛЕННЯ: Датчик натягу виявляє навантаження. Після підтвердження того, що хапається лише один шар панелі, чотири невеликі присосні чашки у формі диска прикріплюються до одного кінця панелі
і бурхливо трясуться вгору і вниз на кілька секунд, щоб забезпечити, щоб будь -які додаткові прилипані панелі були похитнуті. Потім маніпулятор рухається уздовж направляючої рейки до порту годування обладнання для переробки.
4. Випробуйте вивантаження: Після того, як панель буде доставлена у призначене положення обладнання для переробки, присоски вивільняють вакуум для завершення процесу завантаження. В той же час,
Ще один набір механізмів захоплення синхронно виймає оброблену панель з обладнання та передає її до вивантажувальної лінії конвеєра.
5. Циклічна операція: Підйомна платформа годувальної стійки поступово піднімається, коли захоплення продовжується, щоб підтримувати висоту поверхні. Коли всі панелі на піддоні обробляються,
Обладнання надає підказку щодо зміни матеріалу.